Specific types of service products need to be in place in order to implement predictive maintenance. It is the combination of these products, the use of analytics and our consultation process that makes predictive maintenance possible.
The core of the CARE program includes inspections and routine maintenance. The addition of the following products is required to effectively take predictive maintenance into use.
TRUCONNECT Remote Monitoring and Brake Monitoring
 Remote monitoring is used to collect equipment condition and usage data and is a key element of Predictive Maintenance. TRUCONNECT data can be used along with inspection and maintenance information for a comprehensive view of equipment maintenance needs and performance.
Remote monitoring is used to collect equipment condition and usage data and is a key element of Predictive Maintenance. TRUCONNECT data can be used along with inspection and maintenance information for a comprehensive view of equipment maintenance needs and performance.
TRUCONNECT Remote Monitoring provides knowledge of the remaining design working period (DWP) and remaining service life of selected components such as hoist, brakes, structures and contactors. Maintenance actions can be planned based on estimated component condition such as the estimated remaining life.
TRUCONNECT Brake Monitoring provides visibility into current brake condition, estimates remaining service life and indicates brake faults. It also provides visibility to brake condition between normal inspection visits.
Download the white paper: Five benefits to using remote monitoring
Oil Analysis
 An Oil Analysis assists in deciding the optimal oil change timing for hoisting, traveling and traversing gears. Hydraulic oil can also be analyzed. The service can provide useful information regarding the condition of internal gear components. For example, oil oxidation or metallic particles in oil are potential symptoms of running problems.
An Oil Analysis assists in deciding the optimal oil change timing for hoisting, traveling and traversing gears. Hydraulic oil can also be analyzed. The service can provide useful information regarding the condition of internal gear components. For example, oil oxidation or metallic particles in oil are potential symptoms of running problems.
An optimal oil change interval is affected by equipment usage and ambient conditions; a calendar-based interval may result in too many or too few oil changes.
An Oil Analysis performed on a regular schedule, such as annually, will show trends in oil quality. Trends in oil condition may reveal defects, such as slowly accumulated fatigue on gear teeth, which may be relevant in planning more thorough inspections, overhauls or replacements.
Oil Analysis is especially recommended for production-critical cranes and high-performance lifting gears that require cost-intensive oils or costly downtime.
An Oil Analysis can easily be performed during any scheduled preventive maintenance visit and can be bundled with a service agreement such as the CARE Preventive Maintenance program.
Watch the video: Oil Analysis
Gear Case Inspection
 The Gear Case Inspection is designed to determine the condition of your crane gears and related components. A visual inspection of key components is performed, and the inspector typically checks the oil level and inspects the gear case interior and gear surfaces using an endoscope. An oil sample may be collected for laboratory analysis to detect the presence of burnt oil, metallic particles and other potential symptoms of running problems.
The Gear Case Inspection is designed to determine the condition of your crane gears and related components. A visual inspection of key components is performed, and the inspector typically checks the oil level and inspects the gear case interior and gear surfaces using an endoscope. An oil sample may be collected for laboratory analysis to detect the presence of burnt oil, metallic particles and other potential symptoms of running problems.
A regular Gear Case Inspection can be performed at any time, particularly on cranes with suspected gear case issues. If a deficiency is detected, an Advanced Gear Case Inspection may be recommended for further analysis.
In an Advanced Gear Case Inspection, the gear case is disassembled, and the internal components are tested using non-destructive testing (NDT) techniques such as dye-penetrant and magnetic rubber. This inspection can reveal faint or small deficiencies that cannot be seen with the unassisted eye yet may result in future issues if left unresolved.
Read the customer story: Konecranes reduces risk with gear case inspections at Toyota-Lift of Minnesota
Coupling Inspection
 The Coupling Inspection has been designed to uncover issues that may lead to coupling failure. Couplings are inspected to look for wear and defects. Wear can occur because of a loss of lubricant and unlubricated metal-on-metal contact can cause the metal to wear.
The Coupling Inspection has been designed to uncover issues that may lead to coupling failure. Couplings are inspected to look for wear and defects. Wear can occur because of a loss of lubricant and unlubricated metal-on-metal contact can cause the metal to wear.
In this inspection the coupling is taken apart and cleaned of old grease. The surfaces are then visually inspected. After inspection, non-destructive testing may need to be performed.
For couplings that are not easily accessible, it is recommended that they be replaced. Proper alignment, assembly and lubrication are crucial for proper coupling life.
RopeQ Magnetic Rope Inspection
 Throughout the working life of a wire rope, the wires, strands and core that comprise the wire rope are subjected to tension, bending and abrasion. If too many of these wires are broken or the core is damaged, the strength and safety of the rope is compromised.
Throughout the working life of a wire rope, the wires, strands and core that comprise the wire rope are subjected to tension, bending and abrasion. If too many of these wires are broken or the core is damaged, the strength and safety of the rope is compromised.
During a typical inspection, only the outer wires and strands of the wire rope can be visually inspected. Konecranes RopeQ™ technology and non-destructive testing methodology analyzes the condition of the internal wires, strands and wire rope core that are not typically visible.
RopeQ helps improve safety by detecting non-visible defects and it offers repeatable and reliable results. This rope inspection will help optimize wire rope change intervals and also helps fulfill statutory requirements for occasional-use equipment that has been idle.
Read the customer story: A Hydroelectric Plant uses RopeQ inspections to help plan dam maintenance
Hook/Shank Inspection
 This inspection is designed to uncover issues that could lead to failure of the hook or bottom block. Konecranes utilizes various proven non-destructive testing techniques such as dye penetrant, magnetic particle and magnetic rubber, in addition to a visual inspection and measurements normally performed during a hook inspection. Most importantly, the bottom block is completely disassembled. Then, critical components are examined along with the hook shank, where most fatigue failures originate.
This inspection is designed to uncover issues that could lead to failure of the hook or bottom block. Konecranes utilizes various proven non-destructive testing techniques such as dye penetrant, magnetic particle and magnetic rubber, in addition to a visual inspection and measurements normally performed during a hook inspection. Most importantly, the bottom block is completely disassembled. Then, critical components are examined along with the hook shank, where most fatigue failures originate.
Read the expert article: How the magnetic rubber technique works
Design Life Analysis
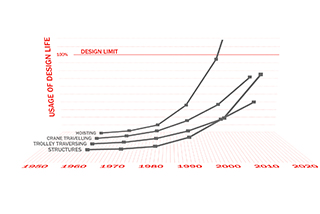 Frequent inspections, while necessary, cannot always catch machinery failure that may be caused by extremely fast crack propagation. A calculation of design life will give information that helps you assess your safe working limits and plan actions for continued equipment use.
Frequent inspections, while necessary, cannot always catch machinery failure that may be caused by extremely fast crack propagation. A calculation of design life will give information that helps you assess your safe working limits and plan actions for continued equipment use.
The Konecranes Design Life Analysis calculates the remaining design life of the structures and machineries of your crane. A qualified and trained inspector collects the data, including production history, process observations, operator interviews and crane documentation. A qualified engineer verifies all calculations.
The analysis report for your crane will include design life calculations, conclusions and recommendations to help in planning the continued use of your crane, as well as potential insights useful in accident investigation.
This analysis fulfills the requirements of annual design life calculation required by ISO 12482:2014 and AS 2550.1–2011.
Download the white paper: How much time does your crane have left?
CheckApp for Daily Inspections
 Konecranes CheckApp for Daily Inspections has been designed to help crane users quickly and easily record their findings when performing pre-shift and/or pre-lift inspections. Daily inspection records are accessible on the yourKONECRANES customer portal, where combined with maintenance history and condition data collected from selected components with TRUCONNECT Remote Monitoring, provides a comprehensive view of the condition of an asset in one easily accessible place. This data assists in planning maintenance actions and provides an audit trail of performed Daily Inspections.
Konecranes CheckApp for Daily Inspections has been designed to help crane users quickly and easily record their findings when performing pre-shift and/or pre-lift inspections. Daily inspection records are accessible on the yourKONECRANES customer portal, where combined with maintenance history and condition data collected from selected components with TRUCONNECT Remote Monitoring, provides a comprehensive view of the condition of an asset in one easily accessible place. This data assists in planning maintenance actions and provides an audit trail of performed Daily Inspections.
Learn more: CheckApp for Daily Inspections